When starting a motion profile with reduced jerk, a compensatory motion with unexpected acceleration and against the expected direction is first executed. The expected profile parameters are only implemented once the axis has decelerated to v = 0 unit/s and acc = 0 unit/s².
If necessary, monitoring such as following error, direction of movement or end position monitoring may be triggered beforehand.
Wenn folgende Bedingungen zusammen erfüllt sind:
- With controller enable (xEnableOpration = FALSE/TRUE), the motor encoder speed actual value is above n_act = 5 rpm.
- The motion profile is started immediately as long as a QSP deceleration is still active as a setpoint.
- The parameterised jerk of the QSP application and the motion profile are very different.
Background:
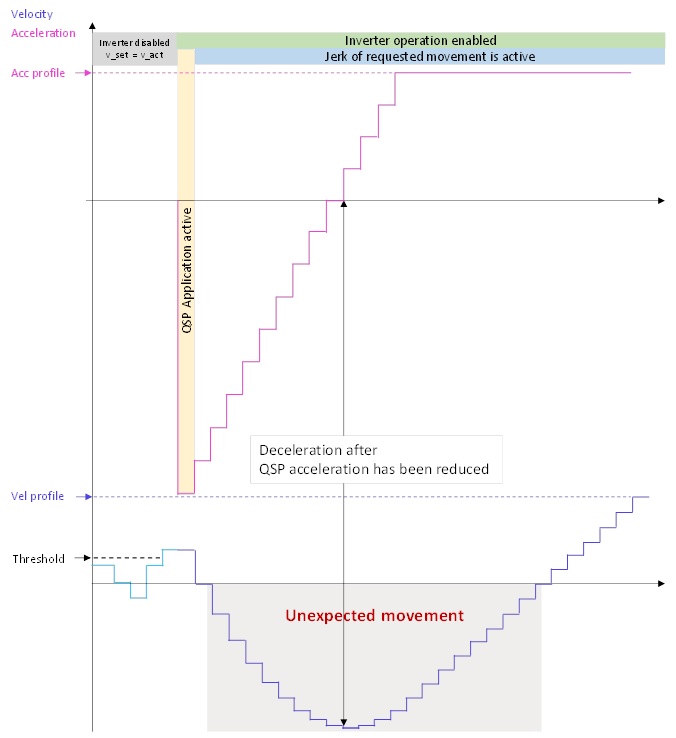
If a speed > 5 rpm is detected when the controller is enabled, the axis is first brought to a standstill with the parameters of the Application QSP. When the motion profile is started, the current values for speed and deceleration are adopted and the profile generation is immediately continued with the parameters of the profile.
If the motion profile is started before the QSP deceleration is zero again, the deceleration in the motion profile must first be reduced again. During this time, the axis accelerates in the direction of the QSP deceleration.
The diagrams below sketch an example in which the motion profile is started at the worst case point: the start acceleration is still 100% of the QSP deceleration.
Which products are affected?
Bibliothek: L_MC1P_MotionControl Basic (FAST Motion)
The affected MotionAxis functionality is a subordinate software component in all FAST TMs and i950 TAs.
Short-term measures:The motion profile should only be started with a delay after controller enable, after the axis reports the status xReadyForMotion = TRUE AND xStandstillSetVelocity = TRUE.
In applications with purely parameterisable i950 technology applications, these statuses are not available at the fieldbus interface. In this case, the following can be implemented as a remedy:
The logic PLC also requests a QSP at the same time as the controller enable.
Enable operation Bit 03 = TRUE AND Activate QSP Application Bit02 = TRUE
- If QSP active Bit 05 = TRUE, then Activate QSP Application Bit02 = FALSE
- The motion profile can be started if QSP active Bit 05 = FALSE
Tip:
In many applications with i950 technology applications, it is sufficient to start the motion profile only 1-2ms after the controller enable, so that the behaviour does not occur.
Or you can parameterise the jerk of the QSP application very similarly to the motion profiles.
Evaluation/Recommendations:The QSP application becomes unexpectedly active because a speed is detected that has exceeded an internal -not user-defined- motor speed threshold.
The movement starts with unexpectedly high acceleration against the expected direction and speeds can occur that are higher than set in the movement profile.
The behaviour can occur randomly during the operational use of the machine and is not necessarily detected during commissioning.
The duration of the unexpected movement and the speed that is reached depend on the relationship between the jerk of the QSP Application and that of the movement profile.
The acceleration and jerk that occur are permissible for the mechanical system, as they were defined by the user for the Application QSP.
Monitoring, such as tracking error, direction of movement or end position monitoring, is not restricted in its function.
On the probability of occurrence:
The 5rpm threshold can typically be exceeded:
- With active loads (hoists, lifters) and automatic control of the holding brake, due to small compensating movements when taking over the load.
- For axes with coasting motors or motors moved by external torques.
The typical speed fluctuation in the evaluation of resolvers at standstill is less than 2 rpm, well below the 5rpm threshold.
Often the motion profile is started with a delay after controller enable, then no unexpected QSP delay is adopted as a start value.
If a movement is requested without a profile generator, e.g. via a position or speed follower or a torque follower (Winder Tension), then the behaviour does not occur.
The MotionAxis functionality concerned, L_MC1P_MotionControl Basic, has been used in this way for more than 8 years in field applications. So far, the behaviour has only been observed in two applications with i950:
- 1x TA SpeedControl
- 1 x Programmable TA