
High-performance drive technology with variable frequency drives from Lenze for recycling and bulk material plants
Recycling and bulk material processes place extreme demands on drive technology. High load peaks,abrasive materials,dusty environments, and fluctuating material flows require high-torque, robust, and reliable drive systems – while simultaneously facing pressure to reduce energy and operating costs.
What application are you looking for?

Your benefits with Lenze VFDs for bulk material and recycling machines
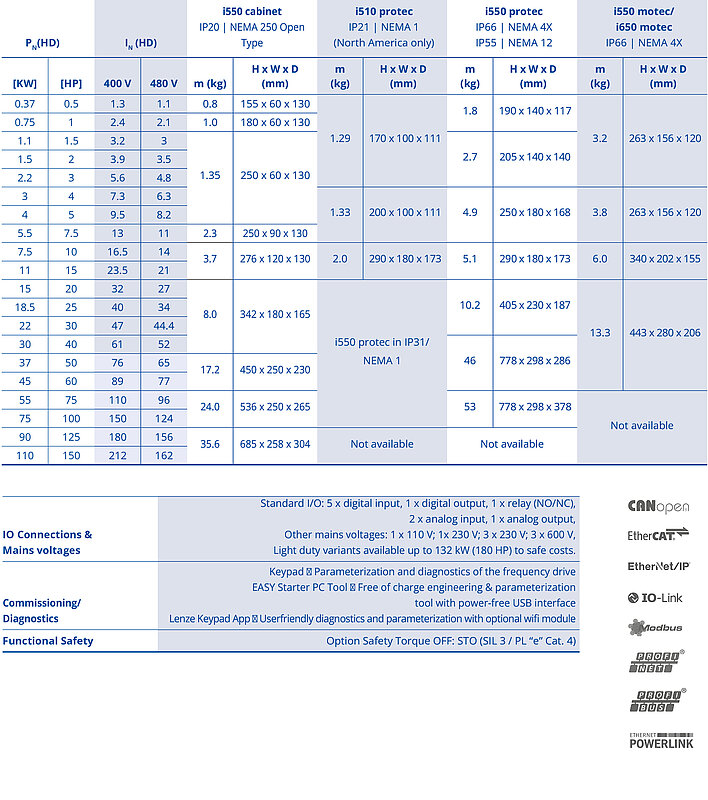
Our frequency drives cover a wide power range from 0.25 to 132 kW and are available in IP20, IP55, or IP66 versions for control cabinet, wall, or motor mounting. They are designed for harsh environmental conditions in recycling and bulk material plants and can be reliably used at temperatures ranging from -30 to +60 °C.
The i550 motec offers particularly compact, motor-mounted solutions up to 45 kW—ideal for limited installation space and decentralized applications.
The i650 motec integrates PLC functionality, IO-Link master, and energy recovery directly into the drive. This significantly reduces cabinet space requirements, cabling, and engineering effort, lowering the total cost of the system.
Developed in Switzerland and manufactured in Germany, the USA, and China, Lenze variable frequency drives stand for consistent quality standards and quality standards with local support worldwide.

Compact power for your control cabinet
i550 cabinet
IP20 | NEMA 250 Open Type
- Requires 40% less space: Compact drives support a streamlined control cabinet design with side-by-side mounting without reducing performance
- Overload capacity of up to 200% allows for a more compact drive selection
- Smooth operation with S-ramps
- Supports asynchronous and permanent magnet motors
- Supports IT networks for mobile installations
- Integrated holding brake control
- Dynamic braking with integrated brake chopper
- Keypad user units [m/s]
- Configurable shutdown positioning as a stop method
- Supports ATEX installation by connecting an external ATEX temperature protection relay to the i550 STO module (SIL 3 / PL e)
- Generic functionality for auxiliary drives such as pumps, fans, etc.: PID control, power failure bypass, flying restart, etc.

i550 protec
IP66 | NEMA 4X
IP55 | NEMA 12
- Robust construction: IP66 and NEMA 4X protection ratings, suitable for outdoor use and capable of withstanding harsh environmental conditions from -30 to +60 °C
- 60% more compact than comparable solutions on the market
- Optional: Customizable extension box for customer-side installation of indicator lights, switches, and disconnect switches.

i550 / i650 motec
IP66 | NEMA 4X
IP55 | NEMA 12
- Integrated "global" DC power supply for the holding brake, configurable to 180 VDC/215 VDC, independent of the mains voltage
- Dynamic braking with environmentally friendly energy recovery to the grid that is easy to integrate
- Extended auxiliary voltage: Internal 24V supply up to 0.4 A; external 24 or 48V up to 1 A
- Connectors for easy installation
- i650 motec with integrated Codesys-based PLC and IO-Link master functionality, Extended Safety, and Basic Positioning

The package consisting of the g500 gearmotor and i550/i650 frequency drive is designed for high loads and dynamic requirements in recycling and bulk material handling systems.
The following are used:
- Bevel gear motors
- Spur gear motors
- Shaft-mounted helical gearmotors
Torques up to 20,000 Nm are possible.
The motors are available in energy efficiency classes IE3, IE5, or IE6 and can be configured either as a standard 50/60 Hz version or as a compact 87/120 Hz variant. Compared to conventional 50 Hz technology, the 120 Hz variants allow significantly more compact gearmotors while maintaining the same power output. This saves on investment costs and weight.
In combination with the i550/i650 frequency drive, the IE5 system enables up to 250% overload capacity, as well as sensorless positioning.
For simple, decentralized applications, the Smart Motor m300 up to 1.36 kW, featuring up to five fixed-parameter speed stages, rounds out the portfolio.
Design is performed using Lenze Engineering Tools for a load- and energy-optimized drive configuration.
Optimal applications for drive technology in recycling & bulk materials
Lenze VFDs are ideally suited for use with a wide variety of materials in the handling of gravel and stones, asphalt, concrete, plastic granules, grain, seeds, feed technology, food, or in the recycling industry, such as household waste, biomass waste, construction debris, plastic waste, and electronic scrap.

Conveyor technology
Belt, chain, and screw conveyors for bulk materials, waste, stones, and recycled materials require robust drives that are easy to install and ensure reliable continuous operation. Optimized system technology can be implemented thanks to integrated functions such as holding brake control, regenerative capability or even sensorless positioning with Lenze IE5/IE6 motors.


